Outils pour utilisateurs
Panneau latéral
impression_3d:filaments:home
Table des matières
Les différents filaments pour imprimantes 3D
La qualité de l'imprimante aura un impact évident sur celle de l'objet final. Toutefois si l'on considère des imprimantes correctes (une mauvaise imprimante dégradera les caractéristiques mécaniques de l'objet bien plus qu'une imprimante exceptionnellement bonne ne l'améliorera), le facteur qui jouera le plus sur les propriétés mécaniques des objets imprimés sera le filament. Entre un bon et un mauvais filament, la différence peut être extrêmement importante. Mais encore une fois, si nous considérons des filaments de bonne qualité (il n'y a pas réellement d'intérêt à privilégier des filaments bas de gamme : ils sont légèrement moins chers et très significativement plus mauvais que des filaments normaux), le type de filament impactera énormément sur les propriétés de l'objet. Selon que l'on souhaite un matériau solide, souple, élastique, rigide, on choisira le filament adapté. Certains filaments sont plus faciles à utiliser que d'autres, et sont donc favorisés malgré des caractéristiques mécaniques inférieures. Cette page recense un certain nombre de filaments en précisant leurs caractéristiques, avec des références, et des liens vers des tests de leurs qualités.
Document : tableau de résistance de différents plastiques à de nombreux produits chimiques.
Tensile/Elongation
Deux paramètres importants à considérer sont la résistance à la traction (article en anglais plus complet), et l'élasticité stretch ratio, sur wikipedia en. Le premier indique à quel point on peut tirer sur le matériau avant qu'il ne casse, et le second a quel point le matériau peut s'étirer. En général, on cherchera un bon compromis entre ces deux valeurs selon l'application souhaitée. Ainsi, pour un pneu, on prendra un matériau souple, ayant une certaine élasticité, alors que pour une poutre structurelle, on préférera un matériau rigide et résistant.
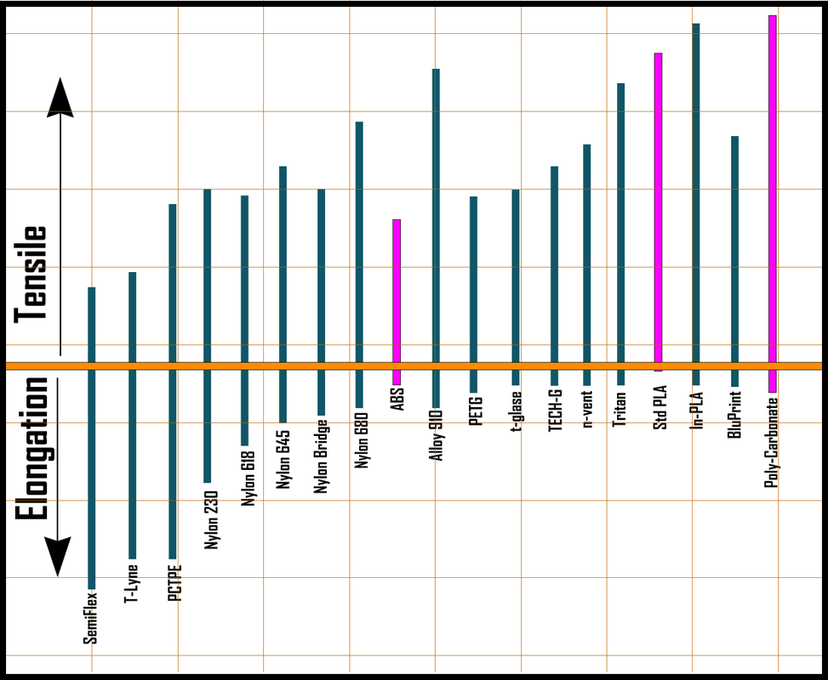
Le graphique ci dessus1) présente divers matériaux utilisés dans l'impression 3D en fonction de ces deux paramètres.
Glass transition Tg
La température de transition vitreuse et la température à laquelle survient cette transition :
La transition vitreuse est un phénomène réversible de transition entre la forme dure et relativement cassante et la forme « fondue » ou caoutchouteuse d'un matériau amorphe (ou d'un matériau semi-cristallin avec des régions amorphes). Un solide amorphe qui montre une telle forme de transition vitreuse est appelé verre. Le refroidissement intense d'un liquide visqueux vers sa forme vitreuse est appelée vitrification.
En gros, pour un matériau dit amorphe, c'est la température à laquelle il cesse d'être totalement solide et devient “mou”. Ce paramètre peut être important selon l'usage souhaité. Une pièce pour un véhicule ne pourra pas être en PLA, car celui ci à une température de Tg de 55°C, température qui peut facilement être atteinte dans un habitacle de véhicule garé au soleil. On préférera par exemple de l'ABS ou un matériau à base de nylon (Tg aux alentours de 80°C).
Le PLA
L'ABS
Le NinjaFlex et le Semiflex
Les filaments à base de nylon
- PCTPE
- Nylon Bridge
- Tritan
- Nylon Aloy 910
- Nylon 680 FDA
Nylon Bridge
Blue tape : oui 245/45
Spécifications officielles : Spécifications techniques du Bridge Nylon sur Taulman
En bref (informations extraites des spécifications techniques officielles)2):
- Température de fusion : 217°C
- Température d'impression : 242°C
- Lit d'impression : 30-65°C max
- Température ambiante d’impression : 30-100°C
- Température de transition Tg : 52°C
- Dégradation thermique (pyrolyse): 360°C
- Solvant : Aucun
- Tensile Stress PSI (3D print) : 4800
- Élongation maximale (3D print) : 248.20%
- Module PSI (3D print) : 26544
- Opacité : 68%
- Shrinkage : 0.0061 in/in
Possibilité de “coller” des pièces en utilisant la chaleur (avec un fer à souder) 3).
Impression testée sur du scotch bleu, sans lit chauffant, sur une printrbot simple metal. Bons résultats passables obtenus, avec les réglages suivants pour Cura 15.04.4:
- épaisseur de couche : 0.3mm
- rétractation : 4mm
- vitesse d’impression : 50mm/s
- température d'impression : 245°C
- lit chauffant : non
- surface : scotch bleu
- type d'accroche : aucun (pas de raft ou autre)
Sans le lit chauffant, on obtient du warping, et cela à causé un problème d'adhésion entre deux couches, qui n'étaient pas correctement en contact du fait de la déformation de la pièce.
Tritan/PETT
Nylon Aloy 910
Spécifications officielles : Spécifications techniques du Nylon Aloy 910 sur Taulman
Blue tape : oui 245/60
En bref :
- Température de fusion : 210°C
- Température d'impression : 245°C
- Lit d'impression : 30-65°C
- Température ambiante d’impression : 30-100°C
- Température de transition Tg : 82°C
- Dégradation thermique (pyrolyse): 349°C
- Solvant : non révélé
- Tensile Stress PSI (3D print) : 8100
- Élongation maximale (3D print) : 32%
- Module PSI (3D print) : 72932
- Opacité : 75%
- Shrinkage : 0.0033 in/in
PCTPE
Blue tape : oui
230/60
warping : possible?
flexibilité, mais pas élasticité
Spécifications officielles : Spécifications techniques du PCTPE sur Taulman
En bref :
- Température de fusion : 203°C
- Température d'impression : 230°C
- Lit d'impression : 50°C
- Température ambiante d’impression : -
- Température de transition Tg : 74°C
- Dégradation thermique (pyrolyse): 312°C
- Solvant : aucun
- Tensile Stress PSI (3D print) : 5046
- Élongation maximale (3D print) : 497.6%
- Module PSI (3D print) : 10594
- Opacité : 91%
- Shrinkage : 0.0061 in/in
Divers
- Fil de débroussailleuse (Nylon+divers) : 3D Printing with Nylon Trimmer Line (peu cher, et souple; pas d'infos sur les caractéristiques, attention aux fumées) Plus d'infos : http://reprap.org/wiki/Polyamide
Co-Polyesters
- T-glase/PETT
- Tech-G PETG
T-glase/PETT
Spécifications officielles : Spécifications techniques du t-glase sur Taulman
En bref :
- Température de fusion : 207°C
- Température d'impression : 228°C (225°C pour le noir)
- Lit d'impression : 68°C max
- Température ambiante d’impression : -
- Température de transition Tg : 76°C
- Dégradation thermique (pyrolyse): 282°C
- Solvant : Tetrahydrofuran
- Tensile Stress PSI (3D print) : 4516
- Élongation maximale (3D print) : 7.80% (9% pour le rouge, 10.4% pour le noir)
- Module PSI (3D print) : 80315
- Opacité : 6% (modèle neutre)
- Shrinkage : 0.0028 in/in
- Approuvé par la FDA (contact direct avec la nourriture et l'eau)
Les caractéristiques varient légèrement selon la couleur, se référer aux spécifications complètes pour chaque couleur.
Possibilité de “coller” des pièces en utilisant la chaleur (avec un fer à souder) 4).
Taulman TechG/PETG
Spécifications officielles : Spécifications techniques du TECH-G sur Taulman
Blue tape : oui
245/45
- Très rigide, très solide. En cas de force excessive, plie sans casser brusquement comme l'aurait fait un PLA.
- supporte jusqu'à 80°C en usage courant sans perdre sa forme
- Selon Tech2C : remplace totalement l'ABS, en plus solide, sans odeurs à l'impression, pas de warping
En bref :
- Température de fusion : 217°C
- Température d'impression : 238°C
- Lit d'impression : 68°C max
- Température ambiante d’impression : -
- Température de transition Tg : 77°C
- Dégradation thermique (pyrolyse): 294°C
- Solvant : Tetrahydrofuran
- Tensile Stress PSI (3D print) : 5900
- Élongation maximale (3D print) : 3%
- Module PSI (3D print) : 63839
- Opacité : 7%
- Shrinkage : 0.0029 in/in
- Approuvé par la FDA (contact direct avec la nourriture et l'eau)
Le polycarbonate
C'est l'un des plastiques les plus durs qu'on puisse imprimer, qui se déforme peu, mais est cassant. En revanche, il est difficile à imprimer, requiert un lit chauffant à une température importante (90-110°C), une température d'extrusion élevée (265-275°C) et une surface spéciale adaptée (ni l'adhésif bleu de peintre ni le kapton ne conviennent).
Surface du lit d'impression
- test de surfaces d'impressions comerciales par Thomas Sanladerer
Ressources à ranger
1)
How do you choose the best material for your application, taulman3d.com, 2016
3)
remarque 8 de la specification taulman, en bas de page : Spécifications techniques du Bridge Nylon sur Taulman
4)
remarque 8 de la specification taulman, en bas de page : Spécifications techniques du t-glase sur Taulman
impression_3d/filaments/home.txt · Dernière modification: 15/04/2016 09:01 par sky99
Outils de la page
Sauf mention contraire, le contenu de ce wiki est placé sous les termes de la licence suivante : CC Attribution-Share Alike 4.0 International
